Wenzhou Suote - الشركة المصنعة لمعدات معالجة الأدوية والكيماويات والمشروبات منذ عام 1998.





أنبوب مبادل حراري المزرعة الصناعية SUS304/316L
تعتمد المبادلات الحرارية الأنبوبية على تدفق سائلين داخل الأنابيب وخارجها، على التوالي، مع حدوث تبادل حراري عبر جدران الأنابيب. يتكون هذا النوع من المبادلات الحرارية من سلسلة من الأنابيب، والتي يمكن تثبيتها في إطار أو تعليقها في وعاء
يتضمن البناء الأساسي لمبادل حراري أنبوبي أجزاء مثل حزم الأنابيب، والأصداف، والرؤوس، وألواح الأنابيب، وأجهزة الاستقبال وهياكل الدعم. من بينها، حزمة الأنابيب هي الجزء الأساسي للمبادل الحراري وتتكون من عدد من الأنابيب أو الملفات المستقيمة، والتي يتم ترتيبها بالتوازي داخل الغلاف لتشكيل عدد من العمليات (جانب الأنبوب). يُطلق على المساحة الموجودة داخل الغلاف جانب الصدفة وتستخدم لاحتجاز السائل وتبادل الحرارة مع السائل الموجود داخل الأنابيب من خلال جدران الأنبوب.
طريقة عمل المبادل الحراري الأنبوبي
المواد الموجودة في جانب الأنبوب من خلال عملية تلميع كهربائي لتدفق حزمة الأنابيب الفولاذية غير الملحومة، ويتم توصيل وسط جانب الغلاف في الاتجاه المعاكس عن طريق التدفقات خارج الأنابيب ونهاية المبادل الحراري لحزمة الأنبوب بواسطة لوحة أنبوب مزدوجة، وكنقطة غير مكتشفة للنفاذية وتجنب التلوث المتبادل لمواد المعالجة والتلوث الجانبي المتوسط للقشرة، وتأكد من نظافة السائل.
وصف المنتج
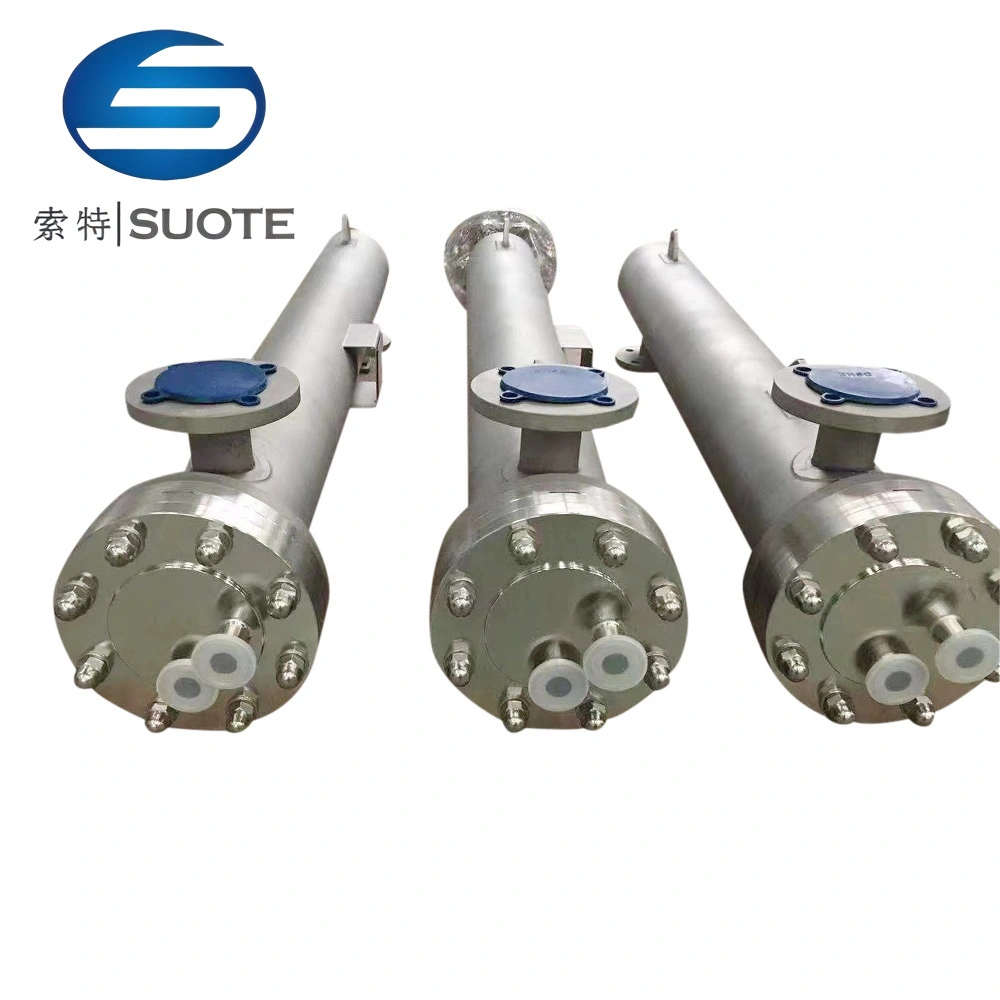
مبادل حراري أنبوبي
المبادل الحراري الأنبوبي هو مبادل حراري مغلق يتكون من أنابيب بكميات ونماذج مختلفة في الأنبوب لتكوين مناطق مختلفة للتبادل الحراري.
الأجزاء الملامسة للمواد مصنوعة من الفولاذ المقاوم للصدأ عالي الجودة SUS304 أو SUS316L. يحتوي المبادل الحراري على زاوية ميتة، وهو ما يتوافق مع متطلبات GMP. يستخدم على نطاق واسع لتكثيف البخار وتسخين المواد وتبريدها في الصناعة الكيميائية.
المعلمات التقنية
- مساحة التبادل الحراري للوحة المفردة: 0.05㎡ 0.1㎡ 0.2㎡ 0.5㎡
- إجمالي مساحة التبادل الحراري: 0.5-100㎡
- الحد الأقصى لضغط التشغيل المسموح به: 0.5 ميجا باسكال
- الحد الأقصى لدرجة حرارة التشغيل المسموح بها: 120 درجة مئوية -160 درجة مئوية
مبادل حراري لصفائح الأنبوب المزدوج
يحتوي المبادل الحراري لصفائح الأنبوب المزدوج على هيكل بسيط وموثوق، وقابل للتكيف، والتنظيف أكثر ملاءمة، وسعة كبيرة، وقادر على تحمل درجات الحرارة العالية والضغط العالي وما إلى ذلك، ولا توجد نهايات مسدودة في المبادل الحراري، وخالي من التلوث، وسهل التنظيف، وبصمة قدم صغيرة سهلة التركيب.
إنها التكنولوجيا الناضجة، وتوحيد معدات نقل الحرارة. الامتثال لمتطلبات الناتج المحلي الإجمالي لصناعة الأدوية، صناعة الأدوية هي معدات نقل الحرارة المثالية.
المعلمات التقنية
01 مبادل حراري مستورد للإنتاج 316L داخل مواصفات الأنبوب ∅9.53*1.0 مم.
02 السطح الداخلي للتلميع الكهروكيميائي، خشونة Ra0.2um.
03 عزل EPE، السطح الخارجي 304 لوح غير لامع لمعالجة الرسم.
04 سعة التبادل الحراري
- منطقة نقل الحرارة: 1. 1.5،2،2.5،3 م2
- الحد الأقصى لضغط التشغيل: 1.0 ميجا باسكال
- الحد الأقصى لدرجة حرارة التشغيل 150 درجة مئوية
- معامل نقل الحرارة: الماء - الماء: 1100~1400 وات/(م2 درجة مئوية)
- بخار الماء: 2300~5700/(م2 درجة مئوية)
معلمة المنتج
| حجم ( L ) |
ضياء الأساسية
(مم) | ضياء غطاء السترة (مم) |
القوة الحركية
(KW) | ضغط العمل (ميغاباسكال) | سرعة دورة في الدقيقة | فراغ (ميغاباسكال) | درجة حرارة العمل ( ℃ ) |
| 30 | 400 | 500 | 0.6-1.1 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 50 | 500 | 600 | 0.6-1.1 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 100 | 550 | 650 | 1.1-1.5 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 150 | 600 | 700 | 2.2 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 200 | 650 | 750 | 2.2 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 300 | 2050 | 110 | 3 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 500 | 900 | 1000 | 4 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 800 | 1100 | 1200 | 5 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 1000 | 1200 | 1300 | 6 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 1500 | 1300 | 61400 | 4 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 2000 | 1400 | 1500 | 4 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 2500 | 1400 | 1500 | 7.5 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 4000 | 1500 | 1600 | 7.5 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 8000 | 2000 | 2100 | 15 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
| 32000 | 3000 | 2100 | 37 | المعالجة الحرارية المتجانسة | 51-35 | < - 0.09 | 0~100 |
تركيب مبادل حراري ملفوف بالأنبوب
| TECHNICAL SPECIFICATION | SPEC. FOR DESIGN MANUF& ACPT. | ||||||
| DESCRIPTION | TUBE-SIDE | SHELL-SIDE | DESCRIPTION | CONTENTS | |||
|
DESIGN PRESSURE
ميجا باسكال، (ز) | 1.0 | 1.0 | DESIGN CODE |
JB/T 4745-2002
REFER HG/T5108-2016 | |||
|
DESIGN TEMPERATURE
℃ | 200 | 200 | |||||
|
MAX.OPER.PRESS.(TOP)
ميجا باسكال، (ز) | --- | --- | SPEC.FOR DESIGN MANUF& ACPT. |
JB/T 4745-2002
REFER HG/T5108-2016 | |||
|
OPERATION TEMPERATURE
℃ | --- | --- | |||||
| CONTENT | HOT MEDIUM | COLD MEDIUM | SAFETY SUPERVISION | / | |||
| FLUSH COEFFICIENT |
HEAT EXCHANGER TA1,
OTHER TA2 | WELD SYMBOL STD. | GB/T324-2008 | ||||
|
HYDRD.TEST PRESS
ميجا باسكال، (ز) | 1.4 | 1.4 | BUTT WELD GROOVE FORMS | HG/T20583-2020/DU4 | |||
|
GAS LEAKAGE PRESS
ميجا باسكال، (ز) | --- | --- | WELD FORMS FOR NZLSHELL | HG/T20583-2020 | |||
|
CORROSION ALLOWANCE
مم | 0 | 0 | OTHER WELD GROOVE FORMS | HG/T20583-2020 | |||
|
WELDING JOINT COEFF
(S/H) | 0.85 | 0.85 | WELDING CODE | NB/T47015-2011 | |||
|
UBE-TUBESHEET
SPECIFICATION | ∅12 | WELDING MATERIALS | WELDING MATERIALS CODE | NBT47018.7-2011 | |||
|
TUBE-TUBESHEET
JOINT TYPE | STRENGTH WELDING | / | TA1 | TA2 | |||
| VESSEL CLASSIFICATION | --- | TA2 | STA2R | STA2R | / | ||
|
HT.AREA
م2 | 10.0 | PAINTING PACKING&TRANS.REQS | NB/T10558-2021 | ||||
| NOZZEL LIST | |||||
| MARK | NOMINAL SIZE | FLANGE STD & RATING | TYPE/FACING | FAOING DISTANCE FROM C.L | PURPOSE OR NAME |
| N1 | 50 | HG/T20592-2009 PN16 | PJ/SE/RF | SEE THE CHART | IMPORT OF HEAT MEDIUM |
| N2 | 50 | HG/T20592-2009 PN16 | PJ/SE/RF | SEE THE CHART | IMPORT OF COLD MEDIUM |
| N3 | 50 | HG/T20592-2009 PN16 | PJ/SE/RF | SEE THE CHART | IMPORT OF HEAT MEDIUM |
| N4 | 50 | HG/T20592-2009 PN16 | PJ/SE/RF | SEE THE CHART | IMPORT OF COLD MEDIUM |
| بعد الانتهاء من المعدات، يتم تنظيف السطح الخارجي بالكامل بالرمل. | |||||
عرض المنتج
خط الإنتاج
معدات التجهيز